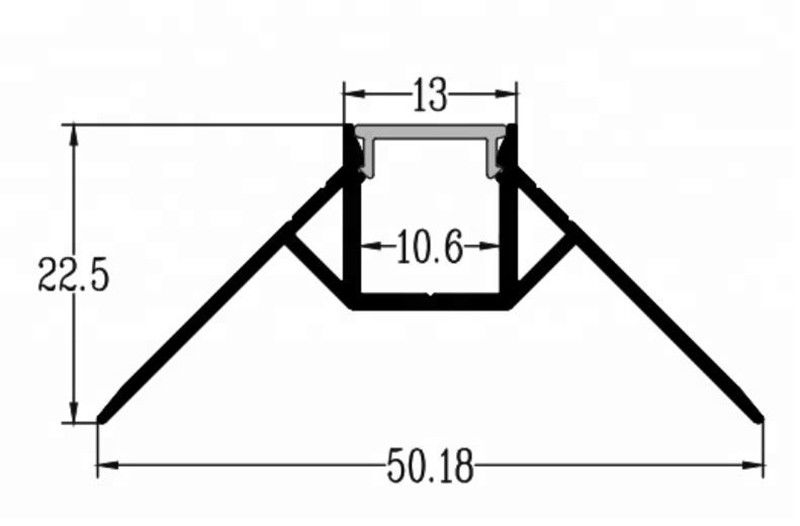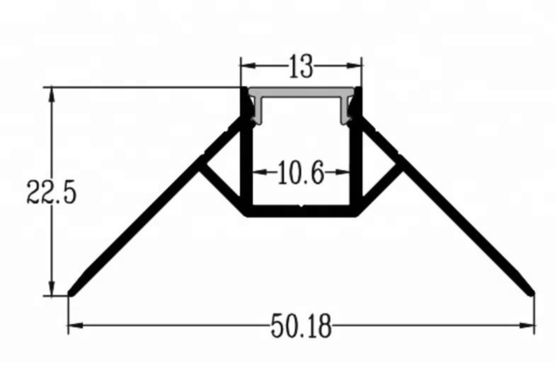
La Manche en aluminium menée par coin de haute qualité de profil de 90 degrés avec la couverture de diffuseur pour la lumière de bande
| Nom | le canal de lumière de bande menée, a mené le canal de bande avec le diffuseur, a mené l'extrusion en aluminium légère de bande, canal en aluminium de 45 degrés, profil en aluminium de place, a mené le canal léger de bande, a mené le canal en aluminium, a mené le canal léger de support de bande |
| Matériel | Profil en aluminium 6063 |
| Forme | À plat, formes d'U-forme, rondes ou adaptée, diverses aux besoins du client |
| Longueur | 2.5m ou 2.7m, peuvent être adaptés aux besoins du client |
| Préparation de surface | Anodisé, poli, l'électrophorèse, plaquent |
| Couleur | |
| Caractéristique | Facile installez, surface douce, surface de grâce |
|
Paquet |
Film transparent de bâton chaque morceau, 100 morceaux dans 1 carton |
| Application | Décorations, porte et fenêtre à la maison, radiateur, LED, hangar |
| L'installation présentent | Monté vissé et extérieur, collé ou monté, enfoncé a monté |
![]()
Comment profils en aluminium sont traités ?
Le bâti est le premier processus dans la production en aluminium. Le processus principal est :
Ingrédients : Selon les catégories spécifiques d'alliage à produire, la quantité d'addition de divers composants d'alliage est calculée, et de diverses matières premières sont raisonnablement assorties.
Fonte : Mettez les matières premières préparées dans le four de fusion selon les conditions de processus pour fondre, et enlevez effectivement les scories et le gaz dans la fonte par des méthodes de raffinage de dégazage et de scorification.
Bâti : Dans certaines conditions de traitement de moulage, l'aluminium fondu est refroidi et casted dans les tiges de moulage de rond de diverses caractéristiques par un système de moulage bon profond.
![]()
Extrusion : L'extrusion est des moyens des profils de grille. D'abord, conception et fabriquer un moule selon la section de produit de profil, et utiliser une extrudeuse pour expulser la tige ronde passionnée de fonte du moule.
Des catégories utilisées généralement des alliages sont expulsées avec un refroidissement par l'air éteignant le processus et le processus vieillissant artificiel suivant pour accomplir le traitement thermique renforçant.
Les différentes catégories des alliages chaleur-traitables et renforcés ont différents systèmes de traitement thermique.
(Le processus de l'oxydation est principalement discuté ici) oxydation de coloration : La surface du profil expulsé d'alliage d'aluminium n'est pas forte, et la surface doit être traitée par l'anodisation pour augmenter la résistance à la corrosion, la résistance à l'usure et l'esthétique de l'aspect.
![]()
Le processus principal est :
Traitement préparatoire extérieur : Employez des méthodes chimiques ou physiques pour nettoyer la surface du profil pour exposer la matrice pure pour faciliter obtenir un à pellicule d'oxyde artificiel complet et dense. Il est également possible d'obtenir une surface (mate) de miroir ou de matte par des moyens mécaniques.
Anodisation : Le traitement préparatoire extérieur du profil subira l'anodisation sur la surface du substrat dans certaines conditions de traitement pour former un film dense, poreux, et fort d'adsorption.
Cachetage : Scellant les pores de l'à pellicule d'oxyde poreux formé après anodisation pour augmenter la résistance contre la pollution et à la corrosion et la résistance à l'usure de l'à pellicule d'oxyde. L'à pellicule d'oxyde est sans couleur et transparent. Utilisant l'adsorption forte de l'à pellicule d'oxyde avant le cachetage, quelques sels en métal peuvent être adsorbés et déposés dans les pores de film, qui peuvent faire à l'aspect de l'exposition de profil beaucoup de couleurs autres que la couleur naturelle (blanc argenté), comme : couleur noire, en bronze, d'or d'acier inoxydable jaune et, etc.
Nos services couvrent toutes les industries et atteignent toutes les régions du monde.